






�۳ضțQ�����p�Ƿ�Ư��
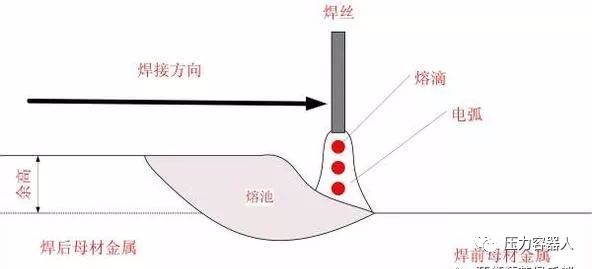
�۳���ָ������ۻ��ɳؠ��ĸ�IJ��֣��ۺ��r���������γɵľ���һ�����Π��Һ�B���ٲ��ֽ����۳ء�
�۳���Һ�w���ٵĜضȱ�һ�㝲ע�ˮ�Ĝضȸߵö࣬�^���۵ε�ƽ���ضȼs��2300�����ң��۳�ƽ���ض���1700�����ң���߿��_2900��ȣ������۳��е�Һ�w����̎���^���B��
�ں��ӽ̌W�У��W�T�ں��ӌ��������r���������F������������δ�����Ȱ����A�������β�����ȱ�ݣ������a���@Щȱ�ݵ�ԭ����Ҫ�njW�T�ں��Ӳ����^���У��������^���۳ضȵ�׃�����]����Ч�ؿ����۳صĜضȶ��a������ȱ�ݡ�
�۳ضȣ�ֱ��Ӱ푺����|�����۳ضȸߡ��۳��^���Fˮ�����Ժã������ۺϣ����^�ߕr���Fˮ�����ʣ����溸�p����εı����ן������γɺ���������Ҳ�y���ƣ��ҽ��^�����½����������_�ѡ�
�۳ضȵ͕r���۳��^С���Fˮ�^���������Բ�a��δ����δ�ۺϣ��A����ȱ�ݡ�
�ۺ��r������������������ͷQ��������������lֱ���t��ָ�����ٰ��Ĕ���ߴ硣
�ĺ��εķ����v���ܷ��m�����ۻ����l��ͨ�^������Q����
���̫С�����y���������l����ճ�ں����ϣ��~�[�y�֣��ɂ��ںϲ��ã����̫���ӕr�w�R�͟��F���l�l�t���۳ر�����������ן�����ҧ߅��
������m��������ȼ��늻��������w�R��С���� ���������ž�����p�ɂȈA�����^�ɵ�ĸ�ģ������~�[�y�ܼ������������õ��������䑪�÷��棬���������s���Pϵ��
�������M����λ�r��������������^ƽ���rҪС�����ͨ������ƽ��С10%���ҡ�ͬ�ӣ��������M����λ�r�����l��ֱ��Ҳͨ���^ƽ���rҪС
�\�l������
���l���S�����۳ط������Mʹ���l�ۻ������^�m����늻����L�Ȳ�׃�����Ҫ�l���۳ط������M���ٶ��c���l�ۻ����ٶ���ȡ�
������l���M���ٶ�С�ں��l�ۻ����ٶȣ��t늻����L�Ȍ���u���ӣ������������l���M���ٶ�̫�죬�t늻��L��Ѹ�ٿs�̣����lδ���c�������|�l����·��ͬ�ӕ�ʹ늻�Ϩ�硣
�������\�l���������lĩ���غ��ӷ��������������Ҕ[�ӣ����g����Ҫ�죬�ɂ�����ͣ����ԓ��������Ч�ؿ����۳ضȣ��۳��^�\������ֹ����������ҧ߅���������\�l�dž��溸�p������B��������Ҫ�\�l����֮һ��
��X���\�l���������lĩ������X����ǰ�[�ӣ����ڃɂ�����ͣ�����Է�ֹ�a��ҧ߅���˷N�����������ף����ÏV�����m����ƽ����������λ���Ӻ��p���Ӻ����ĺ��ӡ�
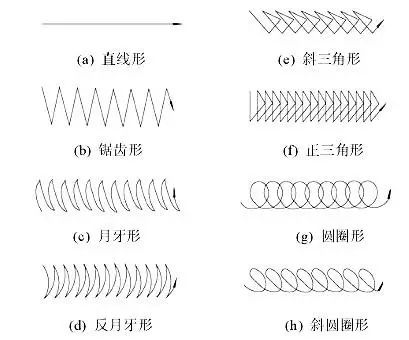
�AȦ���\�l�۳ضȸ����������\�l�ضȣ��������\�l�ض��ָ�����X���\�l���۳ضȡ�
������X���\�l�������Ô[�ӵķ��Ⱥ����¿ڃɂȵ�ͣ�D����Ч�Ŀ������۳ضȣ�ʹ�ۿ״�С����һ�£��¿ڸ���δ�γɺ����͟����ęC�������½���δ���������ƣ�ʹ����ƽ���Ć��溸���p����β������y�c��
���l�Ƕȣ�
���l�c���ӷ���ĊA����90�ȕr��늻����У��۳ضȸߣ��A��С��늻���ɢ���۳ض��^�͡�
늻�ȼ���r�g��
��늻�ȼ���r�g�������۳ضȣ�����۳ض��^�ߣ��ۿ��^��r���ɜp��늻�ȼ���r�g��ʹ�۳ضȽ��ͣ��@�r���ۿ�׃С���Ȳ����θ߶��m�У�������ӃȲ����p����a��������
�ں��ӌ��`�У��W���^���۳ضȵ�׃����������Ч���ƺ��ضȵķ������njW�ú��Ӽ��g�Ļ��A������@���Ԍ��Ļ��A����������ͻ�ƣ����ܳɞ�һ������ĺ��Ӽ��g���ˡ�
VOHCL���Y�亸�C,늻Ѻ��ޏ͙C,�T��ȱ�����a�C,�����a���C,ģ�����a�C,�l�늺��C
- ��һƪ���°溸���˜���Щ�ط�׃�� [2019-05-07]
- ��һƪ���˽��N���ӷ��� [2019-05-07]