






���Ӻ�����ͬ�ɫ�Ě廡�����p��
���Ӻ�����ͬ�ɫ�Ě廡�����p��
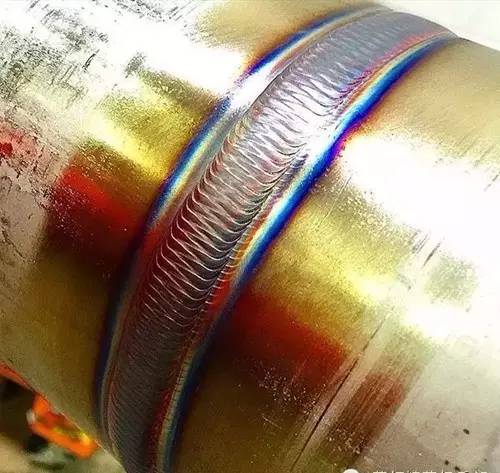
�廡���У�
�Dz����뺸��
�@�ӵĽ��Sɫ

�䌍(sh��)���@������õĺ��p
�廡����߾�����
�@�ӵ�

��(du��)���y��ɫ
���ԣ��ښ廡���^(gu��)���У�
���p�ÿ���Ư��
��һ������õ�
���⣬�ښ廡���^(gu��)����
�Dz���߀��(hu��)���F(xi��n)
�����@�N�ɫ
��ʵ��ɫ
��ô��ɶ�ӵ��ɫ���������أ�
���棬�����ɫ��(l��i)���x
���p�|(zh��)���ĸߵ�
�ɸ����ͣ�
1���y��
2�����S
3����ʣ���ƽ��S+�{(l��n)ɫ��
4���{(l��n)ɫ
5����ɫ
6����ɫ������ɣ�
7�����ң��o(w��)��ɣ�
��ô���廡���^(gu��)���У����Ӳ��ܵõ����Sɫ���߸��ߵ��y��ɫ��
��(d��ng)������������w���o(h��)��ĸ�ĝ����ȡ������|(zh��)���������ٶ����M��l����Ԓ�������đ�(y��ng)ԓ���y��ɫ���p�����p�ĸ��(xi��ng)������(sh��)ֵҲ�_(d��)����ߡ�
�ں����^(gu��)���У���ͨ�^(gu��)�^�캸�p�ɫ��(l��i)�Д����w���o(h��)Ч���������p�����й�ɣ����y��ɫ����Sɫ�����o(h��)Ч����ã������p�����o(w��)��ɣ��l(f��)�������o(h��)Ч���
��(g��)���J(r��n)�������ٶ�Ҫ�죬��Ȼ�ٶ�����Ԓ�����p�ߜ������ˡ��ɫ�͕�(hu��)���y������(d��ng)Ȼ���Ҫ���@��Ҫ����(g��)�˼��g(sh��)ˮƽ���ض�Ҫ���ƺã����o(h��)�ٺ�Щ���䌍(sh��)̼�Ҳ�ܺ��ӳ���(l��i)�Sɫ�Ļ����ǎ��c(di��n)�ϼtɫ��
�m��(d��ng)�Ӵ����������m��(d��ng)�Ӵ����ֱ������ͬ�������r�£����ۺϺõ�ǰ���£��m��(d��ng)�ӿ캸���ٶȡ���ҕ���܉��^���������r�£����ܞ鴹ֱ���p��
�ַ���(y��ng)�x�����[��(d��ng)���������ٶ��ں�����rС�M���ܿ죬���Ӷ��������횱��C�������Ȟ�99.99%���@��(g��)��Ҏ(gu��)�����a(ch��n)���Ķ���������99%��Ҫ�õ����Sɫ���y��ɫ���p�����ӕr(sh��)��ݔ��M����С���ښ�Ᵽ�o(h��)����s�����L(zh��ng)�Ӛ�r(sh��)�g��ֻ�ܿ��������Ɂ�(l��i)���ܺ�(ji��n)�Σ��y��ɫ�͜ضȲ��|(zh��)��s�ٶ����P(gu��n)���ջ��Ҫ�������_(k��i)���^��
���P䓺��p���ɫ��Ҫ�����w���o(h��)�кܴ��P(gu��n)ϵ���ɲ��ü��ȸߵĚ�⣬�ø�����r(ji��)̫�ߣ���������������(g��)�����ϣ����о���С������ٺ����[��(d��ng)��Ҫ̫�������Ӷ������
���Y(ji��)��
һ�������C(j��)�ĺ��c�ģ��еĺ��C(j��)���ⲻ����Ᵽ�o(h��)�����r(sh��)��
�����Ǹ�������P(gu��n)ϵ��һ�㲻�P�0.45mm�����µ�����{(di��o)��45~85A�Ϳ��ԣ�
���������͚⣬���Ժ��ڲ�Ҫ�x�_(k��i)���ٴ�һ��(hu��)����
�ģ���ǰ�͚⣬��֮ǰ���Ȍ�(du��)�մ���К����ٴ��
�壺�z����w���ȣ�ֱ�ӓQһƿ���ԇһ��
�����z���Ƿ�©�⣬��ס���죬�ǰ�C(j��)��(ע��e����Լ�!)��5���Ժ����֣����Л](m��i)�Љ�����
�ߡ��u�OҪ���ã�Ҳ�п��܌�(d��o)��Ч�����ã����h�I��Ʒ�Ƶġ�
- ��һƪ��Ҫ�뺸�Ú廡�����@Щ��ˇ����Ҫӛ�� [2019-05-13]
- ��һƪ�����x�ӻ��c�廡��������Щ��ͬ [2019-05-13]