






�������Ѽy���}һ�����붮
�������Ѽy���}һ�����붮
С����ijˮ�ʩ����λ���Ӽ������ں���780��980 MPaˮ�䓹ܕr���r�������Ѽy���}��ͬ�ӵIJ��Ϻ�ˇ�l�����r�������Ѽy�����т�������࣬���A(y��)��������o���w�������������IJ����������lҲ�f���������Ҳ�����Q�k�������С�����ò�ȥՈ�̣���Ҋ�ːۣ�֪�R�Y����Ư�^�����^�W(xu��)�ď���ʿ��
��
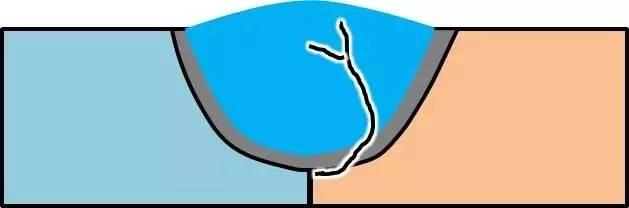
�K�ں����ˣ�����Ư���ĺ����M�Ěgϲ�������Еr��Ҳ���ں��� �����ı������z���͕��l(f��)�F(xi��n)���D��ʾ���Ѽy��

��
�@���������T�ӵ����أ��������_�˺��L�r�g����
�A(y��)���@#%$##@$@%$##@$@
���o���w����@#%%@$%!$%@$%
���IJ���@#!$%@$#%@$!%@$#%
����
��
�e�����������f�����������ɶ���÷���
Ҫ��ȥ��ȏ���ʿ��
�亸�C,늻Ѻ��ޏ�(f��)�C,�T��ȱ�����a�C,�����a���C,ģ�����a�C,�����C,�l(f��)�늺��C
С��ͨ�^�W(w��ng)�j(lu��)�c����ʿȡ����(li��n)ϵ��
��
����ʿ�ã�������ȣ��ߏ���ˮ늺�庸��l(f��)���Ѽy����α����أ�
�㺸����ɶ���ϣ�
Dr.��
��
��������780MPa���ϼ��e�ߏ�䓡���ʹ�õ��ǂ}���е���ͨ���e���ġ�
��(y��ng)ԓ�����Ѽy��
Dr.��
��
���Ѽy��
���˼�x���͜��A�ΰl(f��)�����Ѽy���ʞ����Ѽy���͜��A���أ�ͨ��ָ������s�^����200-300����� ^(q��)�g�������Ǻ���(sh��)��С�r����s�r�g��(n��i)��
Dr.��
��
�dž����߀���^һ�� ������(j��ng)�^��(sh��)��С�r�ŕ��l(f��)�����Ѽy�����^���������Ѽy�_�����ڵ͜��A�ΰl(f��)���ġ�ͨ���ں��Ӕ�(sh��)���(sh��)��犃�(n��i)�l(f��)���ġ�
����(j��ng)�^�^�L�r�g�ŕ��l(f��)�����Ѽy�����Q�����t���Ѽy�����Ӹߏ�����װl(f��)�����t���Ѽy���ҳ����l(f��)�����ۺϾ����ߟ�Ӱ푅^(q��)λ�á�
Dr.��
̼��䓡��ߏ�䓡�CrMo䓺��R���w���P䓵��ں��ӕr�����l(f��)�����Ѽy��
Dr.��
��
���Д�����(j��)�֮ǰҲ ���ܶ������hՓ�@�����}��
�F(xi��n)���أ����Ѽy���γɺͮa(ch��n)���C���ѽ�(j��ng)�����������Ҫ���o��Ԕ���f�f��
Dr.��
��
�ð�����֮���ã�һ���úÌW(xu��)��
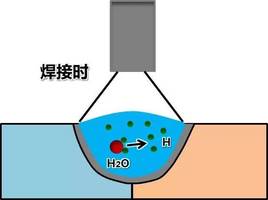
�ȿ��D�������^���У�늻��е�ˮ��H2O���l(f��)���ֽ⡢���ɚ�ԭ�ӣ������ں����۳ػp�����С�
Dr.��
��
��ˮ����������أ�
����о���ˮ����Ȳ����Ǵ���ˮ�ֵĆ���⣬���������ĵȵ�Ҳ������һ���ֵ�ˮ��
Dr.��
���ĺ����������Ԓ���H�H�h(hu��n)����ȴ��Ԓ��Ҳ���a(ch��n)������ˮ�֡����ڭh(hu��n)����ȴ�(d��o)���ں����^���У�ˮ�ֲ������۳���߅���ۡ�
Dr.��
�����^����ɺ��p������������ˮ����Ě�ԭ��Ҫ����Uɢ��������s�^���У����p�����е�һ���֚�ԭ��ጷŵ�����У���һ�������Ӱ푅^(q��)�Uɢ��

Dr.��
��
���ՔUɢ���ɣ���ԭ�ӑ�(y��ng)ԓ�ĝ�ȸߵĵط����ȵ͵ĵط��ƄӰɣ�
�ǵġ����dž��}�]���@�Ӻ��Ρ��̿ƕ��ЌW(xu��)�^��������s�^���У����ھ�������(y��ng)׃�ȵ�ԭ�����ڽ��^�Юa(ch��n)��������(y��ng)����

Dr.��
��
֪���ġ��������f����ֺ���ͺ���̎��(y��ng)�������С�
���ɡ�����ȫ����ô���¡�
Dr.��
���������@��ʾ��D��ע���ۺϾ���ԓλ���ں��ӕr��߿��_1400�棬�W���w���״ֻ���ͬ�r��ԓ�^(q��)����s�ٶ�Ҳ������λ�øߣ���(d��o)����������ߡ���˰����������ߌ�(d��o)��Ӳ�ȸߡ����Ըߣ����ڼӟ�ضȸߣ������γɴ־��M����

Dr.��
��
�W(xu��)��(x��)���W(xu��)��(x��)�������^��߀�^(q��)����ô����^(q��)�����@�c֮ǰ�v���ĔUɢ�����P(gu��n)ϵ�
��ԭ������������(y��ng)������̎ƫ�ۡ����ӕr���p���ٕ����܇�����ˮ�֣����������߅�Uɢ��ԭ�ӡ���(d��ng)ij���Ě�ԭ�ӝ�ȳ��^һ���ĘO��ֵ�l(f��)���Ѽy�r���ͷQ֮�������Ѽy��
Dr.��
��(d��ng)Ȼ��������Ѽy�Ѓɂ����أ�һ���ǝ�ȣ�һ���Ǖr�g��
Dr.��
��
�dž
���Ѽy�l(f��)��������Ҫ�أ�һ�ǚ��ȣ��������У����ԣ��M�������Ǿ�����(y��ng)�����e�ǣ���������ֺλ�ø����ğ�Ӱ푅^(q��)λ�ã��@�����l�����םM�㣬��������Ѽy���װl(f��)���^(q��)��


Dr.��
��
��Щ�����ˣ������ęC����ɶ�أ�
�f��Ԓ���W(xu��)�f�T��ͦ��ġ�Ҫ���������˽��Ԓ���ҿ����]���ִ�ţ�īI���������@���Ͳ�٘������ֻҪӛסһ��Ԓ���������M���˚䣬���Ծ͕����ӣ����߀�Б�(y��ng)�����õ�Ԓ����ʹ���Ը���(y��n)�ء�
Dr.��
ӛס������Ҫ�����ƽ����Ѽy�C�������������ѡ��D�У��M����(bi��o)�Ǻ���l(f��)�����Ѽy�ĕr�g���v����(bi��o)�Ǿ�����(y��ng)�����D�Ќ���(y��ng)�IJ�ͬ���ȣ��������l���°l(f��)���Ѽy�ą^(q��)�g��������(y��ng)��Խ�l(f��)���Ѽy�ĕr�gԽ�̡�

Dr.��
��
������ȡ�������(y��ng)�������ˣ��Dz������Ѽy�l(f��)�����ʾ͕����ӡ�
�ǵġ�
Dr.��
߀��һ�c��Ӳ�ࣨ���ԣ��M����һ����ָ�R���w����Ӳ�Ȼ���̼�����Q�����R���w���Ҳͦ��(f��)�s���Ђ����ε��k��������Ӱ푅^(q��)���Ӳ�ȷ���������Ӳ��ֵ�����^HV350,һ�㲻���l(f��)�����Ѽy��������(y��ng)���͚京��Ҳ�͟o�P(gu��n)��Ҫ�ˡ�
Dr.��
��
�����ˡ����Ѽy�������؛Q����߀��һ��Ӳ��HV350�k����
�dz��á�֪����ԭ�����Ƿ��o��ʩ�أ�
Dr.��
��
�������ۡ��M���������ؿ������^�͵�ˮƽ����
�������͚京���Ĵ�ʩ���͚亸�ġ����Ϻͺ������ʹ�ñ��o���w������Ӳ�ȣ�Ӳ��M�����Ĵ�ʩ���x�ú����^��ʹ��ԺϽ�Ԫ�صĺ��������ӹ�ˇ�O(sh��)Ӌ���������s�����;�����(y��ng)���Ĵ�ʩ����������^�Π��O(sh��)Ӌ��
Dr.��
��
�k�����Ƕడ��
�������@��ҕ�l��

Dr.��
�A(y��)���Dz���
Dr.��
��
�ǵģ���ǰ�����Ӳ�λ�M�мӟᡣ
�Ǟ�ɶҪ�A(y��)�Ҫ�A(y��)������أ�
Dr.��
��
�@��(һ��һ+)�Dz����н�(j��ng)�ֵ��
�@�����Σ������D�Ϳ���֪�������@���ǹ��̌�ʩ���y(t��ng)Ӌ�����ġ�
Dr.��
��
�ǂ��ÈD�����^���c���ѣ��ܾ��w�f�f�
��Ӌ��M�S���Ѽy������ָ��(sh��)Pc��Pc��Pcm�����t���Uɢ��H�����ֽM�ɣ��ձ�������ģ���Ҫᘌ���̼䓡��ͺϽ�ߏ�䓡���TMCP䓣��y(t��ng)Ӌ��(sh��)��(j��)��Դ��̼��������0.1%�����ȼ��e��400-1000MPa֮�g���������w�ˬF(xi��n)����Ҫ�ĽY(ji��)��(g��u)��I(l��ng)�����촬���ܾ������������������̙Cе�����������ȵ��I(l��ng)�����T����Ӌ�㺸���Ѽy�����Եģ�Pcm= C+Mn/20+Si/30+Cu/20+Ni/60+Cr/20+Mo/15+V/10+5B��
Dr.��
��
�@���������όW(xu��)��(x��)��̼��(d��ng)����ʽ��һ�Ӱ���ӛ�î�(d��ng)�r�W(xu��)��(x��)�Ĺ�ʽ��CE=C+(Mn+Si)/6+(Ni+Cu)/15+(Cr+Mo+V)/5��
���e���e��߀��ӛ�ù�ʽ����ʽ�ǻ��ڌ�(sh��)��(j��)�y(t��ng)Ӌ������Ŀǰ�ÎN���������Зl���ġ��f���@���M�۶��ǜI������(d��ng)��Ľ̿ƕ�Ҳ���f���ף������ҵ��˺ö����֪�����@ô����ֵܽ��á�Ҫ�����҇Z�Z��
Dr.��
��
��Ո��Ո��
���H���Ӆf(xi��)����IIW����ʽ(1):
CE(IIW)=C+(Mn+Si)/6+(Ni+Cu)/15+(Cr+Mo+V)/5���@��ʽ�ǃH�m����̼��������0.18%�����ȼ��e500-900MPa�ķ��{(di��o)�|(zh��)�ͺϽ�ߏ�䓡�
Dr.��
�ձ����Ӆf(xi��)�����I(y��)��(bi��o)��(zh��n)�f(xi��)����ʽ(2): CE(WES)=C+Mn/6+Si/24+Cr/5+Ni/40+Mo/4+V/14���@��ʽᘌ���̼�{(di��o)�|(zh��)��500-1000MPa�ͺϽ�ߏ�䓡�
Dr.��
�������˰ɣ�����1��2�����a�䡣ȡ�Әӱ���Si��0.55%��Mn��1.5%��Cu��0.5%��Ni��2.5%��Cr��1.25%��Mo��0.7%��V��0.1%��B��0.006%��
Dr.��
�ձ������F��˾����Ĺ�ʽ(3)��CEN=C+f(c){Si/24+Mn/6+Ni/20+(Cr+Mo+Nb+V)/5}������f(c)=0.75+0.25tanh{20(C-0.12)}���m����̼����0.03-0.25%��䓷N�����a��CE(IIW)���m����̼����0.18%���µĈ��ϣ���(d��ng)̼�������^0.18%�r��ԓ��ʽӋ��ֵ�cCE��ʽӋ��ֵ�ஔ(d��ng)��ԓ��ʽ�Ǒ�(y��ng)���^�V�������^�ߵ�̼��(d��ng)����ʽ��
Dr.��
�������ٌW(xu��)��������˼������˃ɂ���ʽ��
��ʽ(4)CE=C+Mn/6+Cr/4+Ni/15+Mo/4+Cu/13����Ҫ����Ӌ���A(y��)��ضȡ�
��ʽ(5)CE=C+Mn/6+(Cr+Mo+V)/5+(Si+Ni+Cu)/15�������u�����䓺͵ͺϽ�䓵ĺ����ԡ�
Dr.��
�������ӌW(xu��)���Dz����ˣ�Ҳ������Լ��Ĺ�ʽ(6)��
CE=C+Mn/6+Si/24+Ni/15+Cr/5+Mo/4+Cu/13+P/2���m�÷�����C��0.6%��Mn��1.6%��Cu 0.5-1.0%��Ni��3.3%��Cr��1.0%��Mo��0.6%��P 0.005-0.15%��
Dr.��
������܊Ҳ�휐���[��Ҳ������Լ��Ĺ�ʽ(7)CE=C+(Mn+Si)/6+(Cr+Mo+V)/5+(Ni+Cu)/15���@����Ҫᘌ���܊Ş���Y(ji��)��(g��u)䓡�
�eС���@����ʽ�����������o(j��)40-90���������ͺϽ�ߏ�䓵Ĵ���HY80��HY90��HY100��HY120��HY130/140�����I(l��ng)������ߏ�䓰l(f��)չ����������˂��ҳ��ҳ�ţ�Ƶ�Graville�D��

Dr.��
����أ���Ҷ�ҕ����D��������ӛ�����m�÷�����ǰ��l����
������Ҫ��һ�c���F(xi��n)����Fұ����܈�ƺ�Ϳ僼��g(sh��)�l(f��)չ�ܿ죬�ѽ�(j��ng)�M���˂��Ի������A�Σ�����3.5-5.5%Ni�ĵͺϽ����g䓡�13%Cr�;���䓡�����̼�ͺ�䓡�3-5%Cu���������ߏ�䓡�9%Ni�͜�䓡�5-9%Mn��܇䓣��Լ�3%Si-3%Al�p䓵ȡ�������ʽ�����m�����@Щ䓷N�ĺ������u�r����Ҫ�`���\�á�
�����͵ģ�������ʽͬ�Ӳ��m���ڷdz�����Ļ����l(f��)�վ���P91/T91��
Dr.��
���Ѓ��c��ӛҪӛ�����1)̼��(d��ng)���������u�����t�W���w���F���w�D(zhu��n)׃��ָ��(sh��)��ÿ����ʽ�������m�÷�����2)ֻ��Pcm�nj��T�����Ѽy������ָ��(sh��)����ӛ��ӛ����
Dr.��
��
�����LҊ�R�ˣ�ԭ��̼��(d��ng)����ʽ��Ҫ����(j��)���w�l���x��ġ�
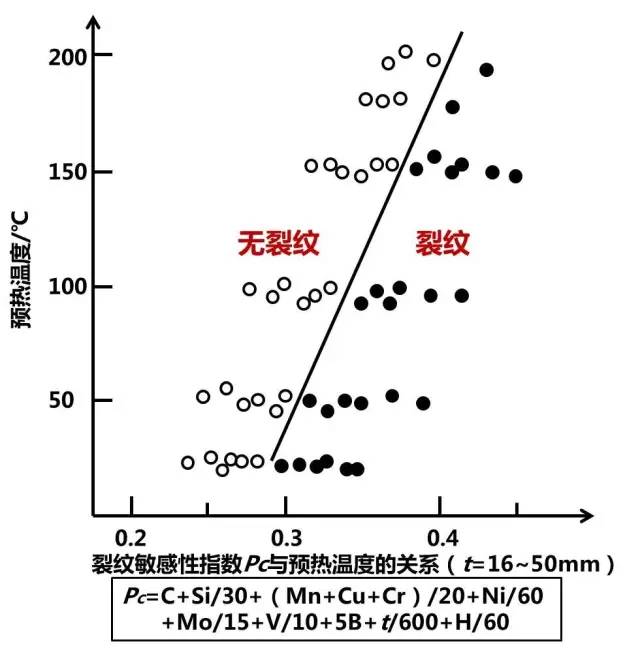
�ٻص�Pc��ʽ������헣�t��������ԇ���ȣ�t/600�Ǿ�����(y��ng)���Ĺ���ֵ��H����京����
Dr.��
��
����ɶ�܉����������(y��ng)����
�c������ȣ���庸�Ӿ�����(y��ng)��Ҫ��Ķࡣ����أ��M�S������Ӳ��+������+�京����
Dr.��
��
�@�������ˣ�ֻҪӋ��Pc��Ȼ���ψD���Ϳ�֪�A(y��)��ض��ˡ�
�]�e��
Dr.��
��
���磬��(d��ng)Pc=0.35�r����С�A(y��)��ضȾ���100�棬���ɣ�
��ȫ���_������һ����ʽ����Ӌ����������С�A(y��)��ضȣ�1440��Pc-392���@����ʽ����������ݡ�
Dr.��
��
��̫���ˣ����֙C������Ӌ���ˡ�
��
���ˣ����c���ˣ����A(y��)�ή�����Ѽy�ęC���أ�
�A(y��)���Ԓ�������ͺ�����s�ٶȣ������Ǻ����ѭ�h(hu��n)�^����800-500�����s�ٶȣ��@���^(q��)�gҲ��Ӳ��M�������c���Լ����ٵą^(q��)�g��������s�ٶȣ�������Ӳ��M������������Ӳ�ȣ���˕��������Ѽy�����ԡ�
Dr.��
��
�@�Ӱ����ஔ(d��ng)�ڽ����˺��ӟ�Ӱ푅^(q��)��Ӳ��ֵ��
�������ٵ���һ��Ч���ǣ�ʹ�Ú�ԭ�ӏĺ��p���������ܵĔUɢ���ӳ�֣������ڽ��͚京����
Dr.��
��
�A(y��)����ΰ����p�ع�Ч��һ���p��
߀�а�������ӟᣨ��̎����Ҳ�������ښ�Uɢ�����ڵ��������A(y��)�ᡢ���̎����߀�ǃ����ã���Ҫ����(j��)����Ҫ�ɱ���ʩ���F(xi��n)���l���ȾC�ϵó���
Dr.��
��
���ס�߀�Ђ��°����Л]��ԇ�����_���A(y��)��ض��أ�
�еģ�����(bi��o)GB/T 4675.1��бY���¿ں����Ѽyԇ������ԭ���ܺ��Σ�ͬ�rԇ�ܶ���A(y��)��ضȣ�ֱ��?j��ng)]�аl(f��)�F(xi��n)�Ѽy��ֹ���ǂ��������������A(y��)��ضȡ� �������DZ����ġ�
Dr.��
�@߀�������c�����c���ǂ�ԇ����̫��������ֱҪ��������̝���@������Ąڄӄ�(chu��ng)�죬����˺�����Ч�����������Ч��Ҳ�úܶࡣ
߀�а�߀�а�����(bi��o)��(zh��n)һֱ�����£��������涼�еĘ�(bi��o)ע����ˣ���t���˼�ЦԒ��߀��30��ǰ���ϖ|�������ˡ�
Dr.��
��
���µ�ԇ��������أ�
�@���ᣬ˽��˽�ģ����������ҳ�����Ҏ(gu��)�l�İ����������ѡ�
Dr.��
�S����Fұ����TMCP���M܈�Ƽ��g(sh��)�l(f��)չ����������490MPa�����¼��e�ͺϽ�ߏ�䓺���һ�㲻��Ҫ�A(y��)�ᡢ����̎��������(d��ng)���ȼ��e���^610MPa�r��һ����Ҫ�A(y��)��̎����
Dr.��
��
���e�ׂ����P䓵����ӆ
�W���w���P��أ��@�����Σ����ף����f�����R���w���P䓣�12-16Cr��ͨ����Ҫ�A(y��)�ᵽ200-300�棬������Ҫ700��ĺ����̎���Ա�����ԡ��F���w���P䓣�16-30Cr��ͨ����Ҫ�A(y��)�ᵽ50-250�档�p��P䓣�22Cr-9Ni���أ����}�D(zhu��n)�ư����ǟ��Ѽy����
Dr.��
��
���������������v�Ķ������Ѽy���ǟ��Ѽy��ɶ�����ڸߜ��A�ΰl(f��)���Ć�ǙC����ɶ����ɶ���o��ʩ�
- ��һƪ�����Ӛ�����(y��ng)����ʲô [2019-05-10]
- ��һƪ���t�f��c���P䓵ĺ��ӹ�ˇ [2019-05-10]